We have over 30 years experience on mushroom growing. Size of all these structure would depend up on the production targets of the unit and size and numbers of the phase -II tunnels.

Aks Controller For Compost Pasteurization Tera
The advantages that tunnel pasteurization of carbonated beverages.
. Tunnel dimensions vary and can go up to 12 m wide and 60 m long. Use of low grade residual heat from CHP gascompressor etc is possible to speed up the process and guarantee sufficient dry matter. Box 6042 5960 AA Horst The Netherlands b Centre for Biometry CPRO-DLO Wageningen The Netherlands.
But in this case turning is given after. One may replace the plenum with plastic pipes fitted with spigots Fig8. February 21 2020 By Smart Machine.
I Pre-peak heating point. Boiler Pasteurization tunnel and canning unit Boiler with 300kg steamhr at 300-400 psi pressure is sufficient for pasteurization tunnel of 4 tones capacity. Completing Phase II in tunnels has become more popular in recent years.
Pre-heat your oven to 200 degrees Fahrenheit. Accommodate compost 20 60 125600 25 10. Compost pasterization tunnel and related.
Amsing a Hennie Loeen c Leo JLD. With the correct pretreatment and good tunnel design and process control digestate can be composted. Gerrits a Jac TNM.
And we provide turnkey growing house design and technical support according to different varieties of mushrooms growing. For indoor compost production due to environment legislation. That is room can normally accommodate 25 ton compost and it may vary from 225 to 275 ton.
For calculating the amount of compost that can be produced in a tunnel we use the following simplified formula. It measures air and compost temperature oxygen concentration in compost gas. Fill Compost in the pasteurization tunnel and the moment the compost at the tunnel has stuffed the doors and new air damper is appropriately closed.
Process and odour control is optimal resulting in homogene pasteurization ans degradation of organics without any odour emissions nor intensive turning. Phase- I is done in the composting yard while phase II inside a closed chamber called pasteurization chamber or tunnel bulk chamber with the help of aerated steam for pasteurization and conditioning of compost. Compost and raw material transportation.
The tunnel is filled with compost from Phase I and it is constantly. Pasteurization begins when the tunnels base temperature reaches 566C. With the grid floor tunnels several types of machinery can be used to fill and empty the tunnels and to.
The process is performed by control of ratio between fresh and circulated air. Tunnel composting has the advantage of treating more compost per ft2 compared to more expensive production rooms. The dimension of the tunnel for producing 20-25 ton of compost are 36 x 9 x 13.
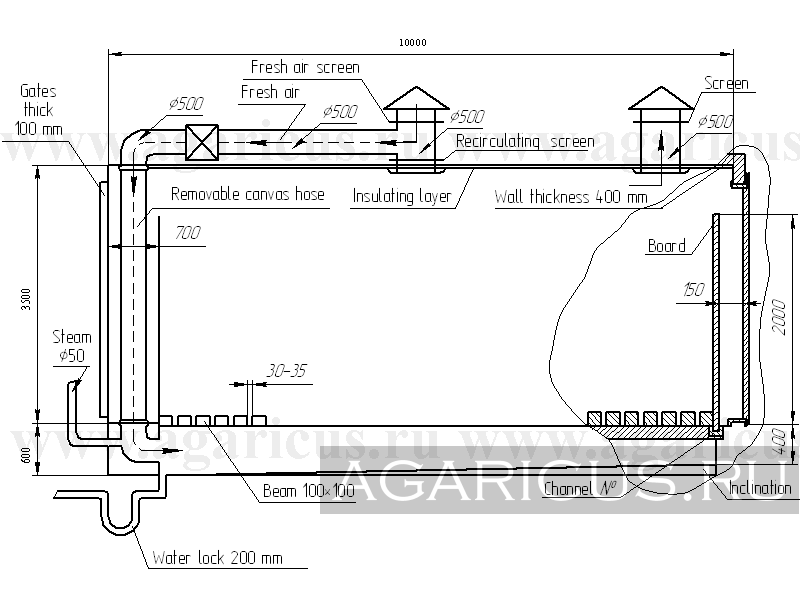
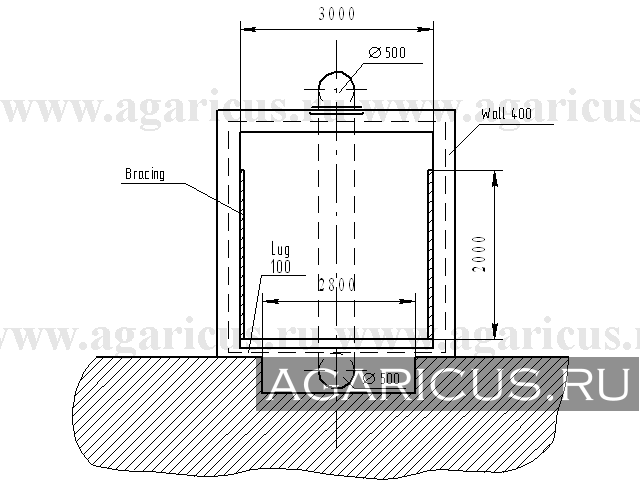
This AHU is automatically control via Control Panel so no need to worrying about temperature condition inside tunnel. Grid floor tunnels are worldwide the most common type of phase 2 3 tunnels. Up to 10 cash back The pasteurization tunnel is a rectangular room generally with a width of 34 m with insulated walls and roof a false floor with slits and a slope of 2 for runoff when it is cleaned and where air and steam are injected to maintain the controlled temperatures of compost.
When coupled with bulk spawn run tunnel composting offers the advantage of more uniformity and greater use of mechanization. We can provide Holland type automatic champignon white bottom. Pour up to 4 inches of your composted soil into a large aluminum baking pan and put a meat thermometer in the center of the tray deep into the dirt.
The design of the polytunnel was based on basic ingredientscompost bioengineering characteristics. Adjustment of the composting process for mushroom cultivation based on initial substrate composition Gerben Straatsma a Jan PG. Compost output of a tunnel in tons L B16 10.
Pasteurizing beverages helps extend their shelf life while making sure theyre safe for consumption once they hit the shelves. Boiler and blower for pasteurization and conditioning of compost in short method and is also. The centrifugal fan can be placed at the bottom as well as on the roof Fig.
Tunnel pasteurization is one way to handle this process and it can be particularly effective for carbonated beverages. Farm design for commercial Button Mushroom cultivation Shwet Kamal Directorate of Mushroom Research. However transfer of the finished compost from the pasteurization tunnel to the bulk spawn run.
Thissen b Jos GM. Design Model Description AKS Controller for Phase II Compost Pasteurization in Tunnels. In such a case a small pre wetting area and small covered composting yard would be required with minimum of two-phase -I tunnels and one phase -II tunnel.
Air supply and fan speed are minimal. Phase - I involves pre-wetting of straw and mixing of ingredients in the straw as in long method. The individual control algorithms are realized for each of seven pasteurization subphases.
During pasteurization its important that the air temperature above and beneath the compost didnt go below 566C. The total pasteurization time is 10-12 hours. AKS controller is used to control the process of compost pasteurization in phase II tunnels.
During pasteurization the maximal compost temperature must exceed 62C. Van Griensven a a Mushroom Experimental Station PO. In Vessel Composting IVC is executed in completely closed concete vessels.
9 depending upon the space and design. 4 - Compost temperature probes 5 - Air temperature probe in a compost pasteurization tunnel 6 - Air temperature probe after inlet fan 7 - Circulation air damper 0-10 V 8 - Outside air damper 0-10 V 9 - Inlet fan VFD 0-10 V 10 - Inlet fan 11. The grid floor tunnel type is most suitable for making compost on a big scale and automized way.
Composting Tunnel Air Handling Unit AHU is used to provide appropriatetemperature to compost inside tunnel so that bacteria can start the natural biological process inside tunnel to prepare compost. Tunnel composting has the advantage of treating more compost per ft 2 compared to more expensive production rooms. The stage II indoor composting procedure is complete in 3 phases.
The blower is placed on for recirculation of air 150-250 cubic meter 1000 pound compost hour. Boiler for pasteurization and blower for conditioning of the compost in two-phase tunnel method are energy-consuming operations with the additional bunker cost. When coupled with bulk spawn run tunnel composting offers the advantage of more uniformity and greater use of mechanization.

Pasteurization Tunnels
Pasteurization Tunnels

Pasteurization Tunnel China Price Supplier 21food

Composting
Pasteurization Tunnels

Pasteurization Tunnels

Phase Ii Tunnels Used To Pasteurize And Condition Compost For Mushroom Download Scientific Diagram

Substrate Pasteurisation Phase 2 3 For Mushrooms Fancom
0 comments
Post a Comment